
- 技术文章
铁路列车轮对除锈脱漆自动化设备
2023-07-27 14:01:35 来源:3499cc拉斯维加斯入口
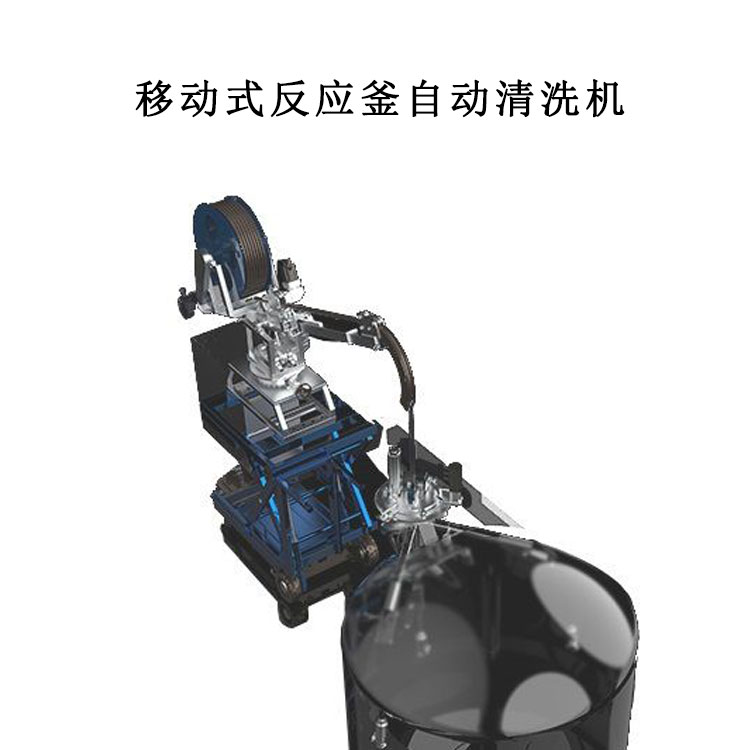
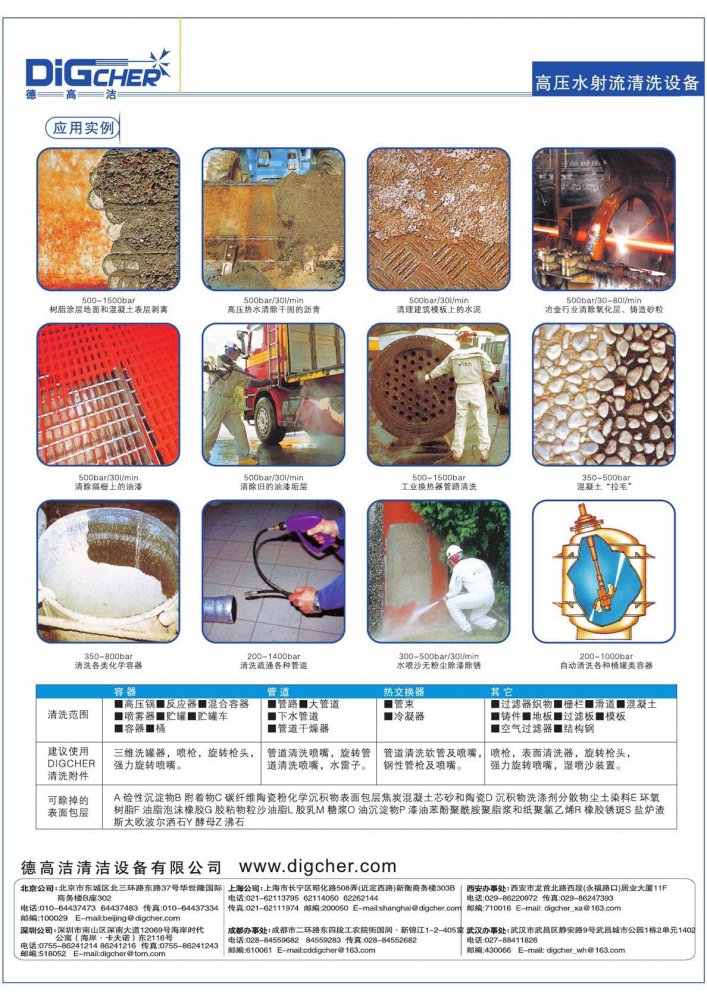
现在段修轮轴清洗脱漆除锈工艺中,因大部分轴身表面防锈清漆附着良好,清洗脱漆除锈前需在轴身表面全部涂抹脱漆剂后再进行清洗作业,其脱漆剂污染严重,脱漆剂的成分由酸、氯代烃、酮、酯、醇、苯系物等溶剂混合而成,具有较强的腐蚀性,挥发性高、毒性大,环境污染严重,尤其在冬季门窗关闭时,段修库内酸味很浓,易对员工身体产生危害。3499cc拉斯维加斯入口的方案是采用高压纯水直接对铁路车辆轮对进行除锈脱漆,当高压水射流的冲击力大于漆面与轮对表面的附着力时,就会将漆面剥离,冲走,以达到轮对轮轴除锈的目的。由于高压水的特性,人工顾及不到的地方高压水却可以轻易的打击到,除锈非常彻底,并且水还可以经过回收沉淀再次利用,漆渣可以轻易的分离出来,既环保又节约成本,一举两得。 采用高压水纯水作业,清洗时无需添加化学清洗剂,有效减少化学物质对轮对的腐蚀,避免化学物质挥发对环境及人身体健康造成严重的负面影响,且高压水射流具有便于机械化、自动化的特点,便于高压水射流清洗技术研发出高效、环保的轮对除锈自动化设备,以提高轮对除锈脱漆的高效及质量。
采用高压水纯水作业,清洗时无需添加化学清洗剂,有效减少化学物质对轮对的腐蚀,避免化学物质挥发对环境及人身体健康造成严重的负面影响,且高压水射流具有便于机械化、自动化的特点,便于高压水射流清洗技术研发出高效、环保的轮对除锈自动化设备,以提高轮对除锈脱漆的高效及质量。

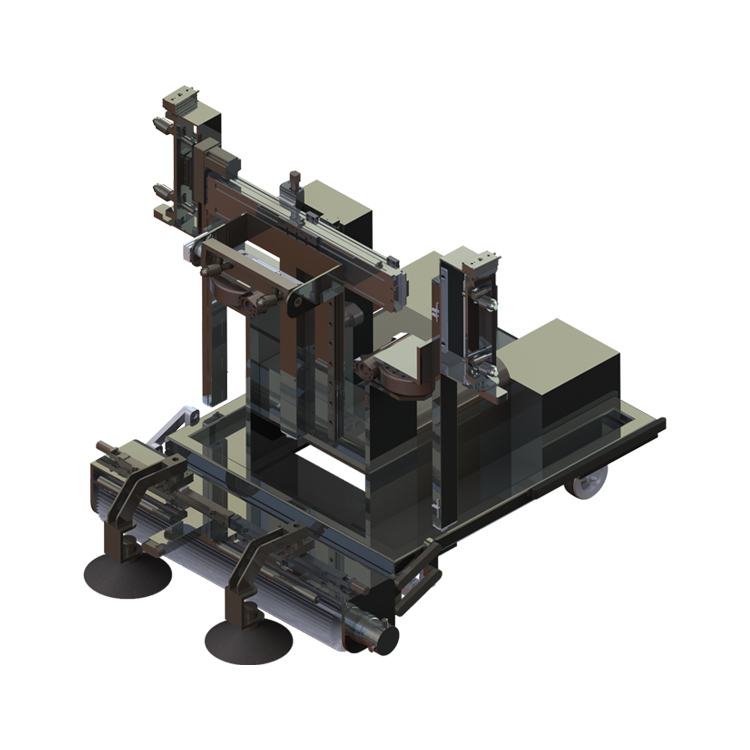
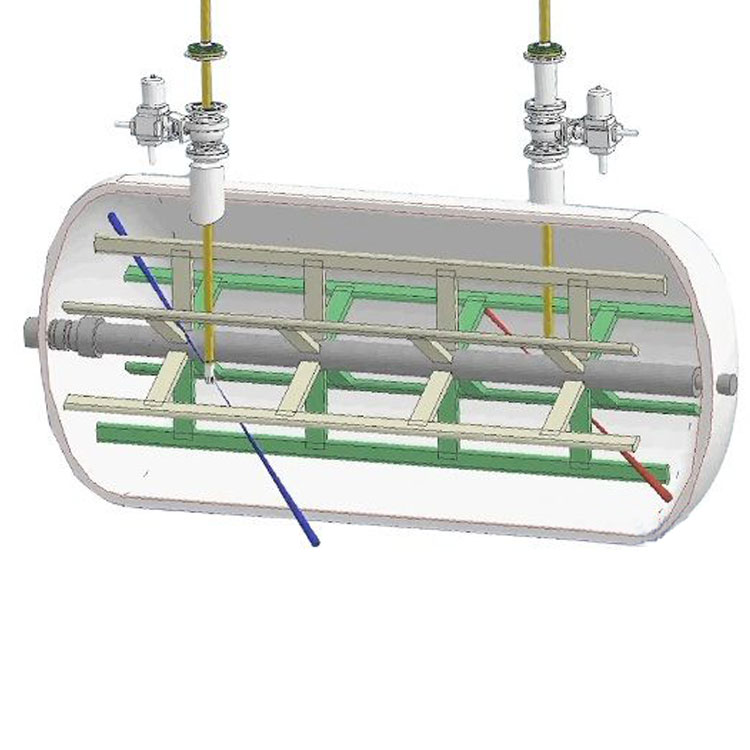
3499cc拉斯维加斯入口高压水铁道车辆轮对除漆除锈设备由自动上料装置、超高压水泵站、高压水执行机构、操作间、轮对旋转机构、轮对下料驱动机构、水处理机构、水雾收集机构、轴排风机构等组成。具体清洗方案是由人将轮对置入轨道上,定位拨轮器对轮对进行定位拨出使轮对到达清洗间,超高压水射流同时对车轴、轮辐两侧及内测除油脱漆,清洗后的水由水雾抽排系统收集到达两级沉降池,轮对脱漆后由清洗间出料后存储。高压水铁道车辆轮对除锈工艺解决了原有除锈工艺的弊端,并提高了劳动生产率,高压水射流除锈工艺能较好地控制轮对品质,并且除锈成本大大降低,具有良好的推广应用价值。
铁路列车轮对除锈脱漆是维护和保养铁路车辆的重要工作之一,3499cc拉斯维加斯入口高压水铁路列车轮对除锈脱漆自动化设备,通过高压水射流清洗技术这种物理无接触的处理方法,集合自动化控制设备自动实现轮对表面的除锈脱漆过程,提高除锈脱漆的效率和质量,并降低人员的风险暴露。设备具有自动化控制、精确的喷射系统、废料处理等特点和功能,同时也注重符合安全和环保要求。铁路列车轮对除锈脱漆自动化设备的应用将进一步提高轮对维护的效率和质量,保障铁路运输的安全和可靠性。
新发布 -
欢迎光临北京3499cc拉斯维加斯入口清洁设备有限公司!!